Das Verzinken ist im Wesentlichen eine Methode, Stahloberflächen vor Korrosion zu schützen. Es erfolgt mittels Schmelztauchbad mit einer Temperatur von etwa 400°C. Durch das Tauchen wird auf dem Stahlsubstrat eine Schutzschicht aus Zink bzw. einer Zinklegierung erzeugt. Da diese als Opferanode fungiert, spricht man von aktivem Korrosionsschutz. Unterschieden wird zwischen diskontinuierlicher Stückbeschichtung (Feuerverzinkung) und kontinuierlicher Bandbeschichtung.
Die Verfahren des Verzinkens werden in mehreren Normen geregelt: EN ISO 1461 (Stückverzinken), DIN 50997 (Dünnschichtverzinken) sowie EN 10143 und EN 10346 (Bandverzinken).
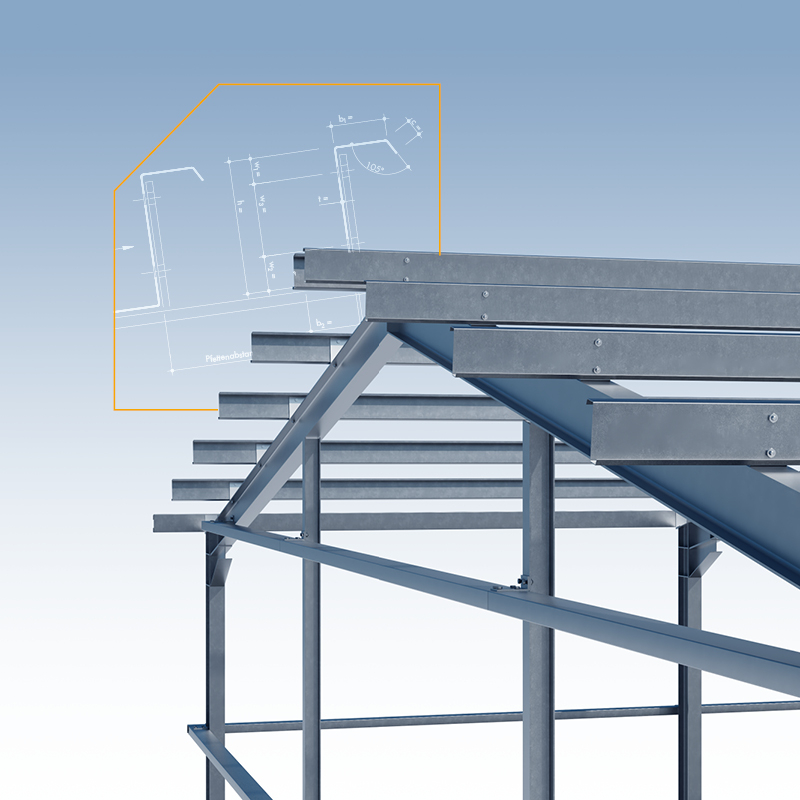
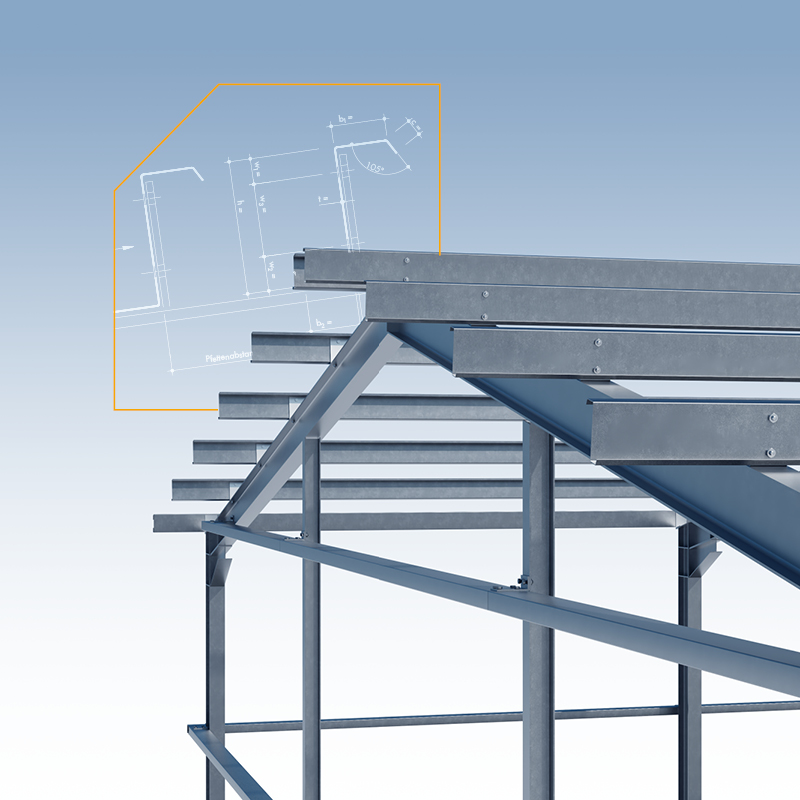
Das Feuerverzinken oder auch Stückverzinken wird nach der mechanischen Bearbeitung bzw. Fertigung der Bauteile durchgeführt. Das typische Erkennungsmerkmale ist die sogenannte „Zinkblume“ in der sich die Verzinkung darstellt.
Das kontinuierliche Bandverzinkung von beispielsweise einem Coil (Sendzimirverfahren) erzeugt, im Gegensatz zu den „Zinkblumen“ der Feuerverzinkung, eine optisch homogene Oberfläche, welche an ein Metallic-Lack-Beschichtung erinnert.
Zu beachten gilt, dass bei einer sich anschließenden mechanischen Bearbeitung des verzinkten Teils die bestehende Schutzschicht zerstört wird und entsprechend nachverzinkt werden muss. Dies kann z.B. durch das Auftragen von Zinkstaubfarbe erfolgen.
Nach erfolgter Verzinkung ist eine Beschichtung z.B. mittels farbiger Pulverlacke, unabhängig vom Verzinkungsverfahren, möglich.